
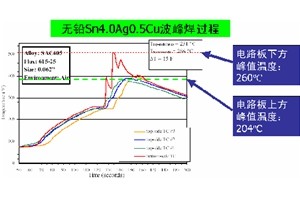
工藝參數(shù)的確定對焊接質量有很大影響。一般無鉛波峰焊工藝參數(shù)焊接溫度250~260℃,預熱溫度100-130℃,預熱時間60秒以上,預熱溫升速率3℃/秒以下,冷卻速率8-10℃/秒。波峰焊的溫度控制:波峰焊的溫度并不等于錫爐溫度,在線測試表面,一般焊接溫度要比錫爐溫度低5℃左右,也就是250℃測量的潤濕性能參數(shù)大致對應于255℃的錫爐溫度。通過實驗表明,一般的無鉛釬料合金,最適當?shù)腻a爐溫度為271℃。此時常用的無鉛合金...
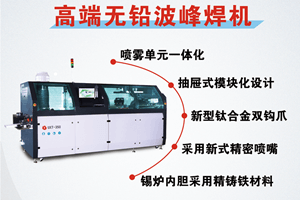
波峰焊適合于大面積、大批量印制電路板的焊接,在工業(yè)生產(chǎn)中得到了廣泛的應用。波峰焊設備分類一般在行業(yè)分為三種,分別是以波峰焊工藝來分類、按系統(tǒng)外形大小分類、按波峰數(shù)量分類。今天由日東科技公司為大家揭曉:1、微型波峰焊機:微型機設計的應用對象主要是科研院所、學校等研發(fā)部門,適應的生產(chǎn)范圍是多品種、小批量、小型化的新產(chǎn)品試制,不需要固定操作者。這類機型的設計特點是:波峰寬度通常不大于200mm,釬料...

視覺全自動印刷機(T3) 一、主要特點:1)整體式焊接框架,為設備的精度和穩(wěn)定性提供基礎保證; 2)雙層式平臺設計,馬達驅動實現(xiàn)X、Y、?方向的自動調(diào)節(jié),Z方向可手動快速調(diào)節(jié)適應客戶產(chǎn)品厚度的變化; 3)設備采用視覺對位方式保證精度要求,實際使用中有單照和雙照兩種模式進行選擇,單照模式是選取機器的參考零點抓取產(chǎn)品在設備中的位置,雙照模式是視覺同時抓取鋼網(wǎng)和產(chǎn)品的位置進行對比,驅動馬達運動進行定位;

PCBA波峰焊接質量控制的關鍵點:1.產(chǎn)品研發(fā)中采用并行管理機制:人們對焊接質量的要求越來越高,就焊接質量而言,重要的是其可靠性應從設計階段開始做起。美國海軍曾統(tǒng)計發(fā)現(xiàn)軍用電子產(chǎn)品的故障原因有40%~60%是屬于設計問題。在生產(chǎn)實踐中,由于PCBA設計不良而導致的焊接缺陷是層出不窮的。對于這類缺陷,僅憑改善操作和革新工藝是難以奏效的,這就造成了“先天不足,后天難補”的尷尬局面。因此,波峰焊接...

波峰焊是當下電子設備生產(chǎn)中主流的方式,日常生活中常見的各類電子設備中的元器件大多都是通過波峰焊工藝生產(chǎn)出來的,波峰焊設備的性能則是對生產(chǎn)出來的產(chǎn)品質量好壞起決定性的作用;很多時候設備買回來后不知道如何驗收,今天由深圳日東科技廠家為大家介紹波峰焊設備的驗收流程: 1.波峰焊設備驗收 新購設備安裝調(diào)整完畢后,應根據(jù)供貨方隨機提供的主要技術要求進行現(xiàn)場驗收,驗收方法應由供貨方提供,一般都采取標準儀表...
影響波峰焊焊點可靠性的因素有哪些?波峰焊機主要用于傳統(tǒng)通孔插裝印制電路板電裝工藝,以及表面組裝與通孔插裝元器件的混裝工藝。一個波峰焊接接頭系統(tǒng)主要由要素構成,即基體金屬、助焊劑和釬料合金。為了獲得良好的焊接連接,這種材料必須完全匹配。波峰焊接的質量是每一家加工廠都需要關注的問題,那么影響波峰焊焊點可靠性的因素有哪些?下面我們一起來看看: 1、基體金屬 設計焊接組裝件時,要考慮與焊接有關的基體金...







